How to Choose the Right PCB Circuit Board for Your Project?
Choosing the right PCB circuit board is crucial for any electronics project. Expert design engineer Dr. Emily Tran emphasizes, “The choice of PCB can make or break your product.” Her insights reflect the importance of understanding various factors involved in PCB selection.
When selecting a PCB circuit board, consider the project's specific requirements. Factors such as size, material, and layer count influence performance. A well-chosen board enhances reliability and functionality. However, many still overlook these essentials. This can lead to costly mistakes or project delays.
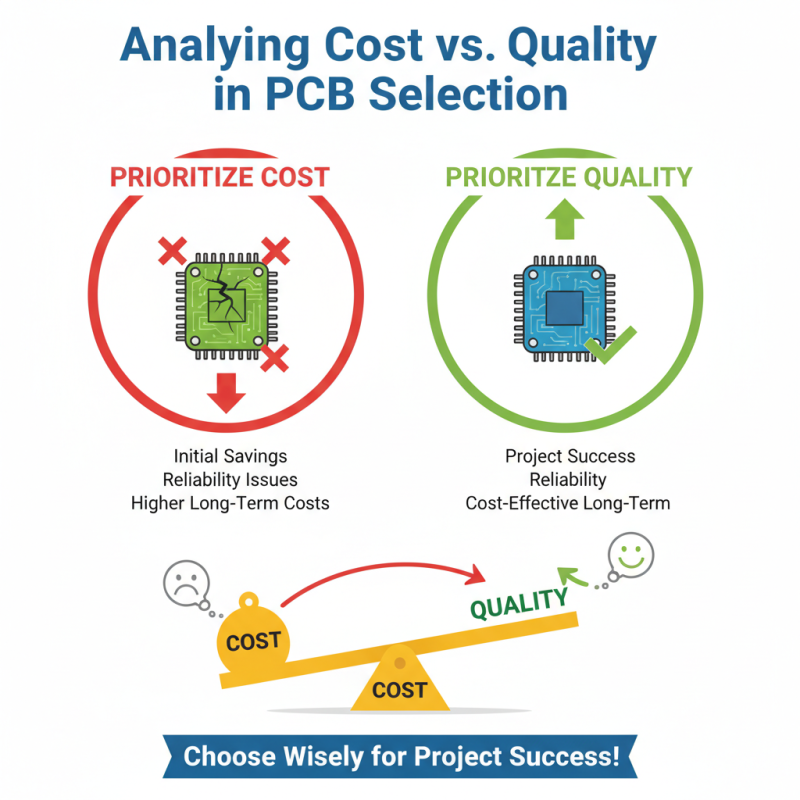
Cost is another vital element. A cheaper PCB may seem appealing but can compromise quality. In contrast, investing in a high-quality PCB circuit board pays off in durability and performance. By acknowledging these aspects, you can make informed decisions. Ultimately, thorough research and expert advice can guide you toward the best PCB circuit board for your needs.
Understanding PCB Types and Their Applications
When choosing a PCB for your project, understanding the various types and their applications is crucial. A survey by IPC shows that around 60% of engineers consider type selection as their top challenge. PCBs can be classified broadly into single-sided, double-sided, and multi-layer types. Single-sided boards are simple and economical, making them suitable for low-density applications. They work well for basic consumer electronics like toys and simple appliances.
Double-sided boards offer more connectivity, allowing components on both sides of the board. These are commonly used in communication devices and other medium-complexity electronics. According to a report by Research and Markets, the double-sided PCB market is expected to grow significantly, driven by advancements in technology. For high-density applications, multi-layer PCBs are preferable. They offer better performance but come with increased costs and complexity. It’s essential to weigh these factors against your project requirements.
When selecting a PCB type, consider factors such as required space, cost constraints, and the intended function of the device. It’s vital not to overlook heat dissipation capabilities, as poorly designed PCBs may lead to failures. Many engineers learn from past experiences that excessively compact layouts can cause damage over time. Balancing performance with reliability remains an ongoing challenge in the industry, and it’s essential to remain informed about evolving technology trends.
Evaluating Design Requirements for Your Circuit Board
Evaluating design requirements for your PCB circuit board is crucial for project success. Start by defining the functional needs of your circuit. Does it require high power or low energy consumption? Assessing these criteria helps in selecting suitable materials and components. Consider the size and layout of your circuit board. Compact designs may limit certain features or increase complexity. Balancing these trade-offs is essential.
Think about environmental factors as well. Will the board operate in high temperatures or humid conditions? Addressing these conditions early prevents future failures. Evaluate the component compatibility. Choosing the wrong components can lead to inefficiencies or functional failures. It's important to involve experts in this phase. Their insights can save time and resources.
Throughout the process, remain flexible. Design needs can change as the project evolves. Document your decisions and reflect on them regularly. This continual assessment can highlight areas for improvement. Additionally, it may expose potential risks. Engage in discussions with peers to challenge assumptions. This collaborative approach enhances the design's reliability and effectiveness. Making informed choices now paves the way for a successful outcome.
Material Considerations for Optimal PCB Performance
When selecting materials for PCB fabrication, consider your project’s specific needs. The choice of substrate material greatly influences performance characteristics. Common options include FR-4, Polyimide, and Rogers materials. FR-4 is widely used due to its good balance of cost and performance. However, it may not handle high-frequency signals well.
Thermal performance is another crucial factor. Materials with better thermal conductivity help manage heat dissipation, which is vital for power electronics. For high-temperature applications, Polyimide offers excellent heat resistance but at a higher cost. Take time to evaluate your project's thermal requirements carefully. You might find some materials perform poorly or unexpectedly under certain conditions.
Lastly, consider the mechanical properties of your PCB materials. Stronger substrates can provide better durability. However, flexible materials can add versatility, ideal for compact designs. Reflect on what compromises you are willing to accept. The right choice may require balancing multiple factors, leading to potential trade-offs. These decisions can impact the reliability and success of your project.
How to Choose the Right PCB Circuit Board for Your Project? - Material Considerations for Optimal PCB Performance
| Material |
Properties |
Use Cases |
Cost |
| FR-4 |
Good electrical insulating properties, flame resistant |
General use in consumer electronics |
Low |
| CEM-1 |
Lightweight, lower cost, moderate thermal properties |
Single-sided boards |
Very Low |
| Polyimide |
High thermal tolerance, excellent chemical resistance |
Aerospace, automotive applications |
High |
| Alumina |
Very high thermal conductivity, electrical insulation |
High-power applications |
Very High |
| RF-4 (High Frequency) |
Low loss at high frequencies |
Telecommunications, RF applications |
Medium |